Technical Guide
With all the impressive advances in technology and materials, the secret to improving the performance of cold work tooling still boils down to applying the same metallurgical discipline that has served tool and die shops for generations.
The toolmaker seeking better results will be off to a good start by revisiting three key areas of execution – (1) selection of the tooling material (2) heat treatment and (3) maintenance of surface integrity. Careful attention to these areas, along with good design and build practices, will produce tooling that can achieve optimum performance.
Selection
At first glance, the broad range of candidate alloys may seem confusing. The final choice, however, should always depend on what combination of properties is needed in the tooling material. Usually, the best choice for cold work tooling applications will be the right tradeoff between wear resistance and toughness.
The first step in the selection process is to accurately predict the conditions the new tooling will encounter, or to diagnose symptoms exhibited by tools currently in service. A decision can be made based on this evaluation.
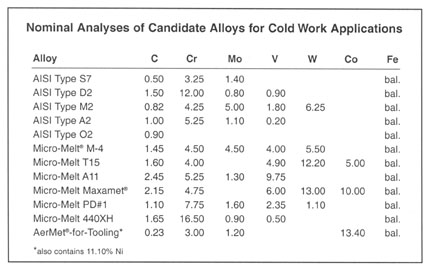
Consider some alloys that are well recognized standbys. If a tool in service should break or chip, for example, it is reflecting a toughness problem that typically suggests the need for a shock resistant tool steel like Carpenter S7 (AISI S7). Another tool that manifests abrasion or galling problems would indicate the need for a wear resistant alloy like Carpenter Technology D2 tool steel, or possibly Carpenter Technology M2 high speed steel. When the application requires a combination of wear resistance and toughness, Carpenter Technology A2 often has been selected.
Cold work tooling frequently fails due to a combination of factors, making the alloy selection process more challenging. This happens, for instance, when microchipping occurs on the cutting edge of a punch. While this chipping will lead to rapid wear along the punch shank, the problem is primarily a toughness issue. This problem might be solved either by slightly lowering the hardness of the tool, or by selecting a tooling material with higher toughness.
A number of excellent advanced tooling materials are available today that can help meet the requirements of difficult applications. Powder metal steels like Carpenter Technology Micro-Melt® M4 alloy, Carpenter Technology Micro-Melt T15 alloy and Carpenter Technology Micro-Melt A11 alloy, for example, are highly alloyed materials that offer better wear resistance than most conventional tool steels.
---
A long lasting plated and coated punch that has been made of Carpenter Technology AerMet®-for-Tooling alloy on a 30-ton, high speed press compacting iron-base powder metal bushings, shown on collection roundtable.
---
The Carpenter Technology Micro-Melt powder processing produces a very uniform microstructure which enables these grades to also maintain good toughness characteristics. Other benefits provided by this processing method include improved machinability and grindability, as well as betterresponse to heat treatment.
A new premium P/M high speed steel known as Carpenter Technology Micro-Melt Maxamet® alloy takes wear resistance and hardness to new levels, bridging the gap between conventional tool steel and tungsten carbide. It has a hardness capability of HRC 70 while maintaining better toughness than sintered carbide products.
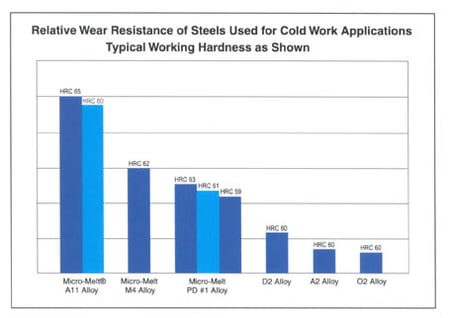
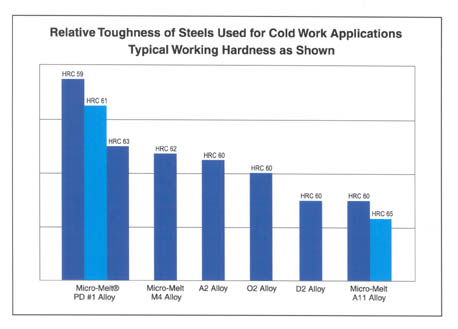
Carpenter Technology Micro-Melt PD#1 alloy is a new alloy that offers an excellent combination of wear resistance and toughness. At typical working hardness levels, the toughness of this alloy exceeds that of AISI Types A2, O2 and D2, as well as Carpenter Technology Micro-Melt® M4 alloy and A11 alloys. Fig. 1 compares the toughness of Carpenter Technology Micro-Melt PD#1 alloy with that of the five grades just mentioned. Fig. 2 shows the relative wear resistance of the same five cold work steels.
Another new cold work tool steel may now be considered for tool and die applications when corrosion is an issue. Carpenter Technology Micro-Melt 440XH® stainless alloy has the corrosion resistance of Carpenter Technology 440C stainless and the wear resistance of D2 tool steel. This high carbon, high vanadium derivative of 440C stainless may be considered for any D2 tool steel application which requires more corrosion resistance.
Carpenter Technology AerMet®-for-Tooling alloy, which has been used in aerospace applications, offers exceptionally high levels of strength, hardness and toughness; good ductility, and resistance to fatigue and stress corrosion cracking. It offers better fracture toughness than any conventional shock resistant tool steel, along with excellent dimensional stability during heat treatment. This alloy may be considered to prevent or correct breakage or cracking problems that have been seemingly unavoidable.
Heat Treatment
After the correct tool steel has been selected, proper heat treatment is key to realizing the full potential of the chosen alloy. An old toolmaker once made this analogy to define the importance of heat treatment – "You can have the best fishing tackle in the world, and the right lures, but you’re not going to catch many fish unless you’re a pretty good fisherman."
One must face the reality that heat treatment today is not the art that it used to be. Years ago, a large amount of tool steel was water-hardened or oil-hardened. Tools and dies were heat treated in small furnaces; results depended on the trained eye and learned skill of the heat treater.
In today’s world, air-hardening steels are most common. Heat treatment is done usually as a larger batch process using vacuum furnaces. Such equipment permits a more closely controlled process that better protects the surface of the stock being treated. While this represents good progress in heat treating, not all vacuum hardening processes are created equal.
Vacuum heat treating can produce disappointing results for a variety of reasons. Problems can surface if the batch processing is not compatible with the time and temperature requirements of a particular part in the load. Problems also can arise if the furnace is not capable of quenching effectively, or if the heat treater overloads his/her equipment.
Major advances in heat treating technology and furnaces have solved many of the problems commonly encountered. The newer 6-bar and 10-bar vacuum furnaces, for example, offer high pressure gas quenching capability which can profoundly affect the metallurgical quality of hardened tool steels.
Unfortunately, some of the equipment is expensive and often beyond the means of a small shop. The high cost, furthermore, tends to handicap the commercial heat treater with state-of-the-art equipment because s/he cannot process work at the same cost as a competitor with old equipment.
Thus it behooves tool and die shops to support those heat treaters who have invested in new technology to provide improved quality in heat treating.
Many heat treatment issues still arise from the tendency of some practitioners to cut corners. It is relatively easy, for instance, to make a tool or die steel hard. However, this is often accomplished at the expense of optimum metallurgical structure. Frequently, blame can be attributed to the high priority given to fast turnaround. Obviously, the tool and die shop will benefit by allowing the heat treater enough time to do the job right.
Skilled heat treatment is particularly important when working with advanced tool materials. That’s because the highly alloyed grades tend to be less forgiving when it comes to heat treat errors. These alloys generally require triple tempering, which can take 12 hours or more. Undertempering can produce a significant loss of toughness.
Maintaining Surface Integrity
Getting maximum life from any tooling requires careful, proper maintenance. Tools should not be allowed to wear excessively, not only because it adversely affects quality, but also because an inordinate amount of grinding may be required to restore them to service.
---

Tools that have been made of Carpenter Technology Micro-Melt® M4 alloy used to cold form nails at the rate of 900 per minute on heavy duty, high speed wire nail machines.
---
The ultimate goal in reworking a worn tool should be to restore it to a sharp cutting edge, free of burrs and remnant wear. In practice, it’s important to exercise the same care in maintenance grinding as that employed in making the tool.
One sometimes needs to be reminded that heavy use and numerous regrinds can cause residual stresses in tooling. Thermal stress relief might be considered, therefore, for tooling that has undergone heavy, long term duty.
After a tool or die is made from the right alloy and properly heat treated, it still can fail if it is accidentally damaged during subsequent finishing operations. Grinding burn, for instance, is a common problem. If enough heat is generated during grinding, the surface of the tool can be tempered back, or even rehardened. This change can seriously degrade the surface quality of the tool, sometimes causing low hardness, cracking and premature tool failure.
Grinding problems can be reduced by using some of the new abrasive products available for tool room use. Cubic boron nitride (CBN) wheels, for instance, have been found very effective for use on the tool steel grades that are more difficult to grind.
Special care should be given the maintenance of tools that have been coated because they generally have to be recoated after sharpening. The key here is to carefully clean the worn tooling prior to recoating. In some cases, it may be advisable to strip and then recoat to avoid excessive coating buildup. These issues should be discussed with a qualified coating source.
Although welding is sometimes employed to repair damaged tools, welding tool steels is difficult at best, and can be a real issue with tools made from highly alloyed tool steels. If welding is required, it is imperative that proper procedures are employed, and then with the understanding that welded tools are not likely to perform as well as non-welded tools. Details on welding procedure are beyond the scope of this article.
Even tools that are finished by EDM processing are subject to surface problems. The EDM process, if not properly controlled, can cause alteration of the microstructure at the tool surface. In some cases, a recast or "white layer" can be found. Depending on their severity, these conditions can be very detrimental to tool performance. A post-EDM thermal treatment (temper) may be needed to insure good results.
Many improvements have been made in EDM technology. Newer machines incorporate features that minimize the potential for surface damage. For example, tool and die makers now can use low power skim cuts to improve surface quality and finish.
Summary
Certainly, many factors can contribute to good tool performance. It helps to realize that those factors tend to work together like links in a chain. This means that the end result can be no better than the weakest link. What’s more, when a problem does occur, valuable time must be spent to determine which link is at fault.
Current technology gives the tool and die shop a wide variety of coatings and special treatments that can enhance tooling performance. Some, like the PVD thin film coatings, have proved quite successful. Such treatment, however, should be reserved only for use on sound tools that have been made from the right material and heat treated properly. Treatment should not be considered as a substitute for good craftsmanship, but regarded instead as "icing on the cake."
* * *
Originally published in Metalforming, February 2003
By Gary R. Maddock and Robert E. Carnes
Carpenter Technology Corporation
Reading, PA USA